介绍:
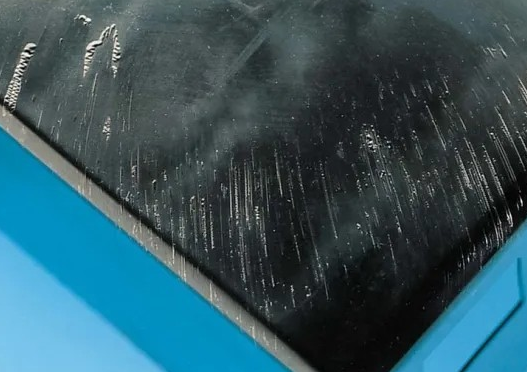
银纹也称为银线,银丝,是由于塑料中的空气或湿气挥发,或者有异种塑料混入分解而烧焦,在制品表面形成的喷溅状的痕迹。
当物料未进行充分干燥,吸收潮气,水分在熔体内蒸发成水蒸气。水蒸气在接近前沿时形成气泡,并逐渐膨胀,气泡到前沿时爆裂,并卷到型腔表面,被拉长成银色条纹状,形成制品表面条纹。
形成原因:
一.材料:
1.原料可能混入水分或异种物料,或者没有进行很好的干燥;
2.物料流动性不好,粘度过高。
二.模具:
1.模温控制系統漏水;
2.模具表面形成凝結水,则物料充填入型腔后带来的热量将其蒸发,与熔融的原料融合即形成银纹;
3.模具排气不良;
4.冷料井过小,注射时冷却的原料被带入型腔,一部分会迅速冷却固化成薄层,由于生产初期模具温度较低常会出现此问题;
5.浇口与流道过小或变形,由于充填速度过快,瞬间产生的摩擦可能会使温度急剧上升而造成物料分解。
三.工艺:
1.熔体温度过高物料分解;
2.注射速度过快,压力过高;
3.保压时间过短;
4.螺杆转速过快,塑化时剪切速率过大;
5.物料停留时间过长造成部分过热分解;
6.模具温度过低;
7.注射时间过长,最先流入型腔内的原料温度较低,由于固化的结果,使挥发成分无法排除,尤其对温度敏感的原料,常会出现这种状况。
解决措施:
1.检查原料是否被其他树脂污染并进行充分的干燥,换料时,把旧料从料筒中完全清除;
2.选择流动性好的物料;
3.减小物料停留时间,降低熔体温度,防止因温度过高造成的物料分解;
4.降低螺杆转速、注射速度和注射压力;
5.增大保压时间;
6.提高模具温度;
7.改善注射机与模具的排气;
8.提高背压;
9.采用多段注射工艺减少银纹。